Readers of my blog know I’ve been going to Shenzhen for some time now. I’ve taken my past decade of experience and created a tool, in the form of a book, that can help makers, hackers, and entrepreneurs unlock the potential of the electronics markets in Shenzhen. I’m looking for your help to enable a print run of this book, and so today I’m launching a campaign to print “The Essential Guide to Electronics in Shenzhen”.
As a maker and a writer, the process of creating the book is a pleasure, but I’ve come to dread the funding process. Today is like judgment day; after spending many months writing, I get to find out if my efforts are deemed worthy of your wallet. It’s compounded by the fact that funding a book is a chicken-and-egg problem; even though the manuscript is finished, no copies exist, so I can’t send it to reviewers for validating opinions. Writing the book consumes only time; but printing even a few bound copies for review is expensive.
In this case, the minimum print run is 1,000 copies. I’m realistic about the market for this book – it’s most useful for people who have immediate plans to visit Shenzhen, and so over the next 45 days I think I’d be lucky if I got a hundred backers. However, I don’t have the cash to finance the minimum print run, so I’m hoping I can convince you to purchase a copy or two of the book in the off-chance you think you may need it someday. If I can hit the campaign’s minimum target of $10,000 (about 350 copies of the book), I’ll still be in debt, but at least I’ll have a hope of eventually recovering the printing and distribution costs.
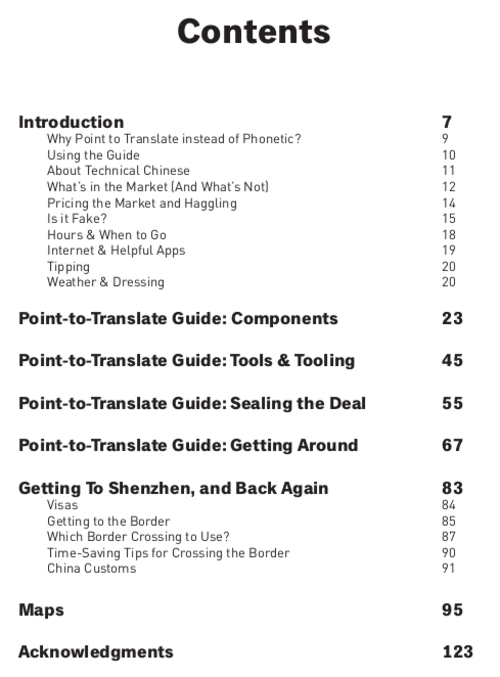
The book itself is the guide I wish I had a decade ago; you can have a brief look inside here. It’s designed to help English speakers make better use of the market. The bulk of the book consists of dozens of point-to-translate guides relating to electronic components, tools, and purchasing. It also contains supplemental chapters to give a little background on the market, getting around, and basic survival. It’s not meant to replace a travel guide; its primary focus is on electronics and enabling the user to achieve better and more reliable results despite the language barriers.
Below is an example of a point-to-translate page:
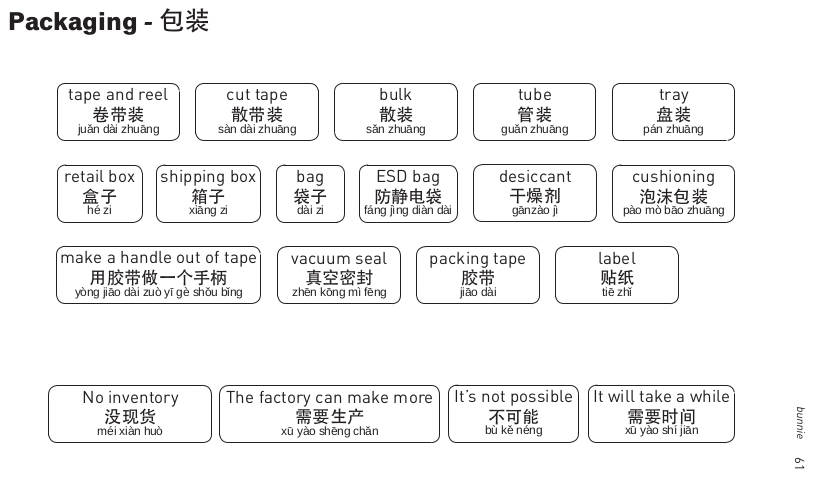
For example, the above page focuses on packaging. Once you’ve found a good component vendor, sometimes you find your parts are coming in bulk bags, instead of tape and reel. Or maybe you just need the whole thing put in a shipping box for easy transportation. This page helps you specify these details.
I’ve put several pages of the guide plus the whole sales pitch on Crowd Supply’s site; I won’t repeat that here. Instead, over the coming month, I plan to post a couple stories about the “making of” the book.
The reality is that products cost money to make. Normally, a publisher takes the financial risk to print and market a book, but I decided to self-publish because I wanted to add a number of custom features that turn the book into a tool and an experience, rather than just a novel.
The most notable, and expensive, feature I added are the pages of blank maps interleaved with business card and sample holders.
![]()

Note that in the pre-print prototype above, the card holder pages are all in one section, but the final version will have one card holder per map.
When comparison shopping in the market, it’s really hard to keep all the samples and vendors straight. After the sixth straight shop negotiating in Chinese over the price of switches or cables, it’s pretty common that I’ll swap a business card, or a receipt will get mangled or lost. These pages enable me to mark the location of a vendor, associate it with a business card and pricing quotation, and if the samples are small (like the LEDs in the picture above) keep the sample with the whole set. I plan on using a copy of the book for every project, so a couple years down the road if someone asks me for another production run, I can quickly look up my suppliers. Keeping the hand-written original receipts is essential, because suppliers will often honor the pricing given on the receipt, even a couple years later, if you can produce it. The book is designed to give the best experience for sourcing components in the Shenzhen electronic markets.
In order to accommodate the extra thickness of samples, receipts and business cards, the book is spiral-bound. The spiral binding is also convenient for holding a pen to take notes. Finally, the spiral binding also allows you to fold the book flat to a page of interest, allowing both the vendor and the buyer to stare at the same page without fighting to keep the book open. I added an elastic strap in the back cover that can be used as a bookmark, or to help keep the book closed if it starts to get particularly full.
I also added tabbed pages at the beginning of every major section, to help with quickly finding pages of interest. Physical print books enable a fluidity in human interaction that smartphone apps and eBooks often fail to achieve. Staring at a phone to translate breaks eye contact, and the vendor immediately loses interest; momentum escapes as you scroll, scroll, scroll to the page of interest, struggle with auto-correction on a tiny on-screen keyboard, or worse yet stare at an hourglass as pages load from the cloud. But pull out the book and start thumbing through the pages, the vendor can also see and interact with the translation guide. They become a part of the experience; it’s different, interesting, and keeps their attention. Momentum is preserved as both of you point at various terms on the page to help clarify the transaction.
Thus, I spent a fair bit of time customizing the physical design of the book to make it into a tool and an experience. I considered the human factors of the Shenzhen electronics market; this book is not just a dictionary. This sort of tweaking can only be done by working with the printer directly; we had to do a bit of creative problem solving to figure out a process that works to bring all these elements together that can also pump out books at a rate fast enough to keep it in the realm of affordability. Of course, the cost of these extra features are reflected in the book’s $35 cover price (discounted to $30 if you back the campaign now), but I think the book’s value as a sourcing and translation tool makes up for its price, especially compared to the cost of plane tickets. Or worse yet, getting the wrong part because of a failure to communicate, or losing track of a good vendor because a receipt got lost in a jumble of samples.
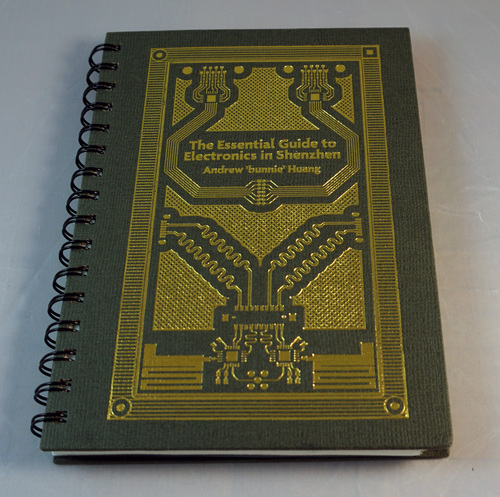
This all bring me back to the point of this post. Printing the book is going to cost money, and I don’t have the cash to print and inventory the book on my own. If you think someday you might go to Shenzhen, or maybe you just like reading what I write or how the cover looks, please consider backing the campaign. If I can hit the minimum funding target in the next 45 days, it will enable a print run of 1,000 books and help keep it in stock at Crowd Supply.
Thanks, and happy hacking!










{kind=link}